

© 2021, Anateco.
All right reserved.

In stock
XPR300 plasma cutting system Hypertherm
The XPR300™ represents the most significant advance in mechanized plasma cutting technology, ever. This next generation system redefines what plasma can do by expanding its capabilities and opportunities in ways never before possible. With unmatched X-Definition® cut quality on mild steel, stainless steel and aluminum, the XPR300 increases cut speed, dramatically improves productivity and slashes operating costs. New ease-of-use features and engineered system optimization make the XPR300 easier to run with minimal operator intervention, while also ensuring optimal performance and unmatched reliability.
- Benefits
- Gas-connect console gases/fluids
- Specifications
- Operating data
- Resources
Benefits
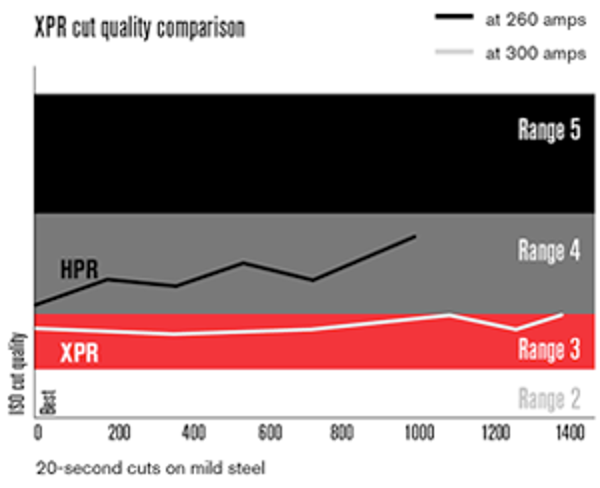
Industry-leading X-Definition cut quality
The XPR advances HyDefinition® cut quality by blending new technology with refined processes for next generation, X-Definition™ cutting on mild steel, stainless steel and aluminum.
- Consistent ISO range 2 results on thin mild steel
- Extended ISO range 3 cut quality results compared with earlier plasma technology
- Superior stainless steel cut quality across all thickness ranges
- Superior results on aluminum using Vented Water Injection™ (VWI)
Optimized productivity and reduced operating costs
- Significantly reduced operating costs than previous generation technology
- Increased cut speeds on thicker materials
- Dramatic improvement in consumable life on mild steel applications
- Thicker piercing capability than competitive plasma systems
Engineered system optimization
XPR is engineered to deliver the highest quality cuts and optimal system performance automatically. Advanced power supply technology delivers highly responsive, rapid system feedback, and automatically intervenes to eliminate events that negatively impact system efficiency and consumable life.
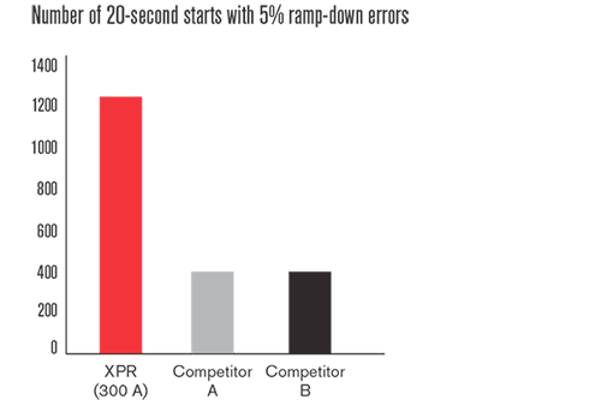
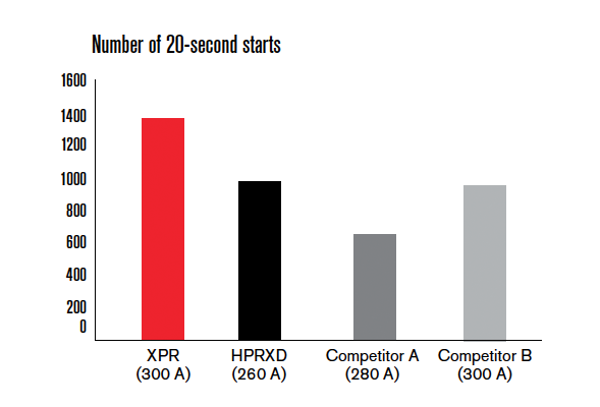
XPR’s Arc response technologyTM provides automatic torch and ramp-down error protection. Sensors in the power supply deliver refined diagnostic codes and significantly enhanced system monitoring information that reduces troubleshooting time and provides proactive system maintenance data for improved system optimization.
- Increases consumable life 3 times that of competitor’s systems by eliminating the impact of ramp down errors
- Reduces the impact of catastrophic electrode blowouts which can damage the torch at high current levels
Ease of use
- Intuitive operation and automatic monitoring redefine ease of use
- Full control of all functions and settings via the CNC
- Automatic system monitoring and specific troubleshooting codes for improved maintenance and service prompts
- EasyConnect™ torch lead and one hand torch-to-receptacle connection for fast and easy change-outs
- QuickLock™ electrode for easy consumable replacement
- WiFi in power supply can connect to mobile devices and LAN for multiple system monitoring and service
Advanced process control and delivery
Three console options – Core™, Vented Water Injection™ (VWI) and OptiMix™ – offer unmatched mild steel cut quality with each console delivering successively enhanced cutting capabilities on stainless steel and aluminum. All consoles can be fully controlled through the CNC for high productivity and ease of use.
Gas-connect console gases/fluids
| Core | Vented Water Injection (VWI) | OptiMix | |
|---|---|---|---|
| O2/N2/Air | X | X | X |
| F5/Ar/H2O | X | X | |
| H2-N2-Ar mixing | X |

Better for the environment, too!
The XPR300 system reduces consumable use, energy and the carbon footprint.
- 64% less consumable copper material is used per foot of cut
- System is 99.5% recyclable and packaging is 100% recyclable
- The carbon impact of magnetics is 77% lower than its predecessor
- 62% higher power-to-weight ratio and 14% faster cuts
Specifications
| Maximum open-circuit voltage (U0) | 360 VDC |
| Maximum output current | 300 A |
| Maximum output power | 66.5 kW |
| Output voltage | 50 VDC–210 VDC |
| 100% duty arc voltage | 210 V |
| Duty cycle rating | 100% at 66.5 kW, 40° C (104° F) |
| Operational ambient temperature range | -10° C–40° C (14° F–104° F) |
| Power factor | 0.98 at 66.5 kW |
| Cooling | Forced air (Class F) |
| Insulation | Class H |
| EMC emissions classification (CE models only) | Class A |
| Lift points | Top lift eye weight rating 680 kg (1,500 lb.) |
Operating data
| mm | inches | ||
|---|---|---|---|
| Pierce capacity | Mild steel (argon-assist) | 50 | 2 |
| Mild steel (standard O2) | 45 | 1–3/4 | |
| Stainless steel | 38 | 1–1/2 | |
| Aluminum | 38 | 1–1/2 | |
| Severance capacity | Mild steel | 80 | 3–1/8 |
| Stainless steel | 75 | 3 | |
| Aluminum | 50 | 2 | |
This does not represent a complete list of processes or thicknesses that are available.
| Console | Cutting gases | Current (A) | Cut chart thickness (mm) | Approximate cutting speed (mm/min) | Cut chart thickness (in.) | Approximate cutting speed (ipm) |
|---|---|---|---|---|---|---|
| Mild steel | ||||||
| CoreTM, VWI, and OptiMixTM | O2 plasma | 30 | 0.5 | 5348 | 0.018″ | 215 |
| O2 shield | 3 | 1153 | 0.135″ | 40 | ||
| 5 | 726 | 3/16″ | 30 | |||
| O2 plasma | 50 | 3 | 3820 | 0.105″ | 155 | |
| Air shield | 5 | 2322 | 3/16″ | 95 | ||
| 8 | 1369 | 5/16″ | 55 | |||
| O2 plasma | 80 | 3 | 5582 | 0.105″ | 225 | |
| Air shield | 6 | 3048 | 1/4″ | 110 | ||
| 12 | 1405 | 1/2″ | 55 | |||
| O2 plasma | 130 | 3 | 6502 | 0.135″ | 240 | |
| Air shield | 10 | 2680 | 3/8″ | 110 | ||
| 38 | 256 | 1-1/2″ | 10 | |||
| O2 plasma | 170 | 6 | 5080 | 1/4″ | 200 | |
| Air shield | 12 | 3061 | 1/2″ | 115 | ||
| 25 | 1175 | 1″ | 45 | |||
| 50 | 267 | 2″ | 10 | |||
| O2 plasma | 300 | 12 | 3940 | 1/2″ | 155 | |
| Air shield | 25 | 1950 | 1″ | 75 | ||
| 50 | 560 | 2″ | 21 | |||
| 80 | 165 | 3″ | 7 | |||
| Stainless steel | ||||||
| Core, VWI, and OptiMix | N2 plasma | 40 | 0.8 | 6100 | 0.036″ | 240 |
| N2 shield | 3 | 2683 | 0.105″ | 120 | ||
| 6 | 918 | 1/4″ | 32 | |||
| VWI and OptiMix | F5 plasma | 80 | 3 | 4248 | 0.135 | 140 |
| N2 shield | 6 | 1916 | 1/4″ | 70 | ||
| 12 | 864 | 1/2″ | 34 | |||
| OptiMix | H2-Ar-N2 plasma | 170 | 10 | 1975 | 3/8″ | 80 |
| N2 shield | 12 | 1735 | 1/2″ | 65 | ||
| 38 | 256 | 1-1/2″ | 10 | |||
| H2-Ar-N2 plasma | 300 | 12 | 2038 | 1/2″ | 80 | |
| N2 shield | 25 | 1040 | 1″ | 40 | ||
| 50 | 387 | 2″ | 17 | |||
| 75 | 162 | 3″ | 6 | |||
| VWI and OptiMix | N2 plasma | 300 | 12 | 2159 | 1/2″ | 85 |
| H2O shield | 25 | 1302 | 1″ | 50 | ||
| 50 | 403 | 2″ | 15 | |||
| Aluminum | ||||||
| Core, VWI, and OptiMix | Air plasma | 40 | 1.5 | 4799 | 0.036 | 240 |
| Air shield | 3 | 2596 | 1/8″ | 85 | ||
| 6 | 911 | 1/4″ | 32 | |||
| VWI and OptiMix | N2 plasma | 80 | 3 | 3820 | 1/8″ | 140 |
| H2O shield | 6 | 2203 | 1/4″ | 80 | ||
| 10 | 956 | 1/2″ | 28 | |||
| N2 plasma | 130 | 6 | 2413 | 1/4″ | 95 | |
| H2O shield | 10 | 1702 | 3/8″ | 70 | ||
| N2 | 300 | 20 | 870 | 3/4″ | 35 | |
| 12 | 2286 | 1/2″ | 90 | |||
| H2O shield | 25 | 1302 | 1″ | 50 | ||
| 50 | 524 | 2″ | 20 | |||
| OptiMix | H2-Ar-N2 plasma | 300 | 12 | 3810 | 1/2″ | 150 |
| N2 shield | 25 | 2056 | 1″ | 80 | ||
| 50 | 391 | 2″ | 15 | |||



