

© 2021, Anateco.
All right reserved.

In stock
ArcGlide torch height control Hypertherm
Traditional torch height controls require operators to periodically adjust arc voltage to ensure proper cut height. Using Hypertherm’s proprietary techniques, the ArcGlide® torch height control (THC) continuously samples arc voltage and automatically adjusts arc voltage for proper torch height over the life of the consumables without requiring operator input.
The result: optimal cut quality, improved productivity and reduced operating costs for plasma cutting applications – including True Hole® capability for HyPerformance® plasma HPRXD® installations. The ArcGlide THC is available in both CNC-integrated (with Hypernet® communication) and standalone configurations.
- Benefits
- Lower operating costs
- Specifications
- Resources
Benefits
Higher productivity
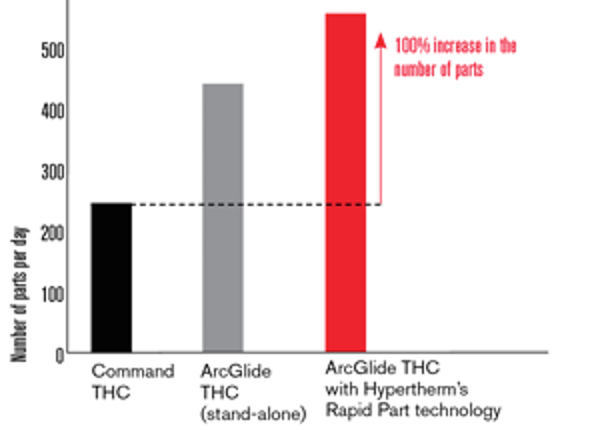
- Rapid Part™ technology minimizes cut-to-cut cycle time – for a dramatic increase in parts per hour
- Automated Initial Height Sense (IHS) minimizes the time for the torch to find the plate without risking damage; IHS is automatically skipped where possible based on part geometry and plate characteristics
- Rapid z-axis movement to an automatically set retract height minimizes torch retract time
Number of parts – 203 mm flange (8″) (see chart)
Lower operating costs
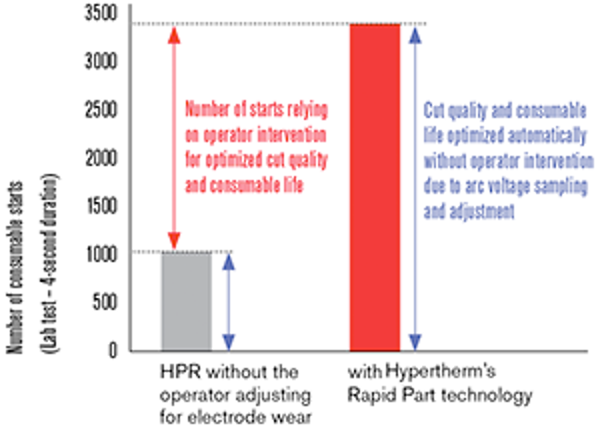
- Optimal consumable life and superior cut quality through arc voltage sampling and control
- Extremely robust mechanics ensure highest reliability, backed by a two-year warranty
- Hypernet® installation simplifies operation and reduces installation time
Number of consumable starts with < 0.25 mm (0.010″) deviation from proper cut height without operator intervention (130 A) 12 mm (1/2″) mild steel (see chart)
Specifications
| Regulatory | CE, CSA, GOST-R |
| Temperature range | -10° C to + 40° C ambient (14° F to 104° F ambient) |
| Humidity | 95% RH |
| Dimensions | Lifter: 127 mm (5.0″) X 151 mm (5.9″) X 743 mm (29.3″) HMI: 298 mm (11.7″) X 131mm (5.1″) X 118 mm (4.6″) Control module: 359 mm (14.1″) X 157 mm (6.2″) X 206 mm (8.1″) |
| Torch mount / breakaway assembly | 11.4 kg (25 lbs) magnetic (recommended) 4.5 kg (10 lbs) magnetic Pneumatic Torch mount options include 51 mm (2″), 44 mm (1-3/4″) and 35 mm (1-3/8″) |
| Stroke speed | 15240 mm/min (600 ipm) |
| Lift capacity | 11.4 kg (25 lbs) |
| Warranty | Two-year warranty standard |
| Communication protocol | Hypernet® to CNC Discrete wiring or Hypernet to the plasma system |
| Voltage | 115V/230V for the HMI at 50/60hz 115V/230V for the control module at 50/60hz |
| Lifter stroke length | 241 mm (9.4″) |
| Table types | Downdraft and water table High amperage capacity 1 – 4 plasma system |
| Communication protocol | w/ Hypernet – Hypernet to the CNC/HMI with Hypernet or discrete to the plasma w/o Hypernet – Hypernet to the HMI or RS-422 serial to the CNC with discrete to the plasma |


